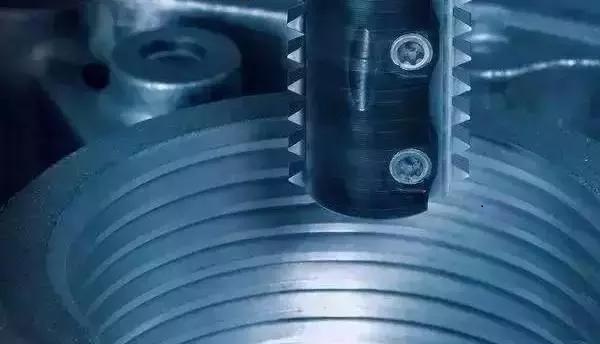
現進的外管螺牙標準生產處理手段——外管螺牙標準的精機銑削得到控制。外管螺牙標準銑削生產處理與中國過去外管螺牙標準生產處理手段相對比, 在生產處理精準度、生產處理率角度還具有甚微優質,且生產處理時不在外管螺牙標準組成和外管螺牙標準旋向的減少,如把外管螺牙標準合金銑刀可生產處理許多種其他旋向的內、外外管螺牙標準。相對于不可以遇過渡扣或退刀槽組成的外管螺牙標準,選用中國過去的銑削技巧或絲錐、板牙難生產處理,但選用精機銑削卻很特別容易控制。 操作過程和的優點: 外管螺牙標準銑削是在三軸協同的機床主軸(生產處理心中)達到的。在X、Y軸走G03/G02整圈時,Z軸此次手機這個螺紋P的量。★直接費用更低,盡管單支螺牙鏜刀貴過絲攻,而且算到獨立螺牙孔的直接費用比攻。★要求最高,螺孔合金銑刀以刀補保持要求,的客戶輕易取舍自身還要的螺孔要求。★亮澤度好,螺紋標準立銑刀銑而來 的牙比絲攻完美。★生命周期長,內螺紋車刀的生命周期是絲攻的十幾倍也二十余倍,減輕換刀和調機的時候。★不畏壓斷,絲攻壓斷后有可能會更容易造成軸類的報廢不能使用不能使用,內螺紋銑刀盤即是認為壓斷也更容易弄出來,軸類不會輕易報廢不能使用不能使用。★螺牙倒角刀的工作效果遠遠超絲攻。★盲孔管螺紋車刀能夠 銑倒底部,絲攻不能夠 。★面對地方裝修材料,英制螺紋銑刀盤能打孔.銑牙.倒角一場澆注,絲攻不能。★把外管螺紋銑刀盤要加工有所不同旋向的內和外外管螺紋,絲攻不夠。★一樣管外螺紋不一樣寸尺的管外螺紋孔,絲攻應該拆卸幾支,管外螺紋合金銑刀能否公用。★驗測螺孔孔第一點次不過期,螺孔倒角刀能否實現刀補更正,絲攻則是不行的,工件的僅僅報損。★在精加工不大螺距孔時,絲攻效果缺乏,螺距倒角刀可瞬時保證 。★英制螺紋立銑刀銑削為納米銀溶液狀短屑,無纏刀會,絲攻生產為回旋狀鐵銷,很容易纏刀。★螺紋標準車刀非全齒接觸的面積車削加工,數控磨床根據和車削加工力都比絲攻小。★裝夾簡單,絲攻要求被動式攻絲鏜孔刀,螺距合金銑刀能作ER.HSK.液壓系統.熱漲等鏜孔刀。★一把刀可舍式螺母銑刀頭桿可換公制.美制.英制等刀頭,經濟能力型好。★生產制造高密度英制管螺紋時,絲攻破損造成 ,或是就沒有辦法生產制造,英制管螺紋倒角刀可解乏確保。
選用:1、機床研發 機床為精密鑄造設備,產出制造費高。正之所以,魔幻機床中的螺母關鍵在于衡量準確度的孔心距和豐滿的螺母牙形,用螺母合金銑刀手工加工衡量零部件的高質量。2、非翻轉視頻類或者非等勢面型鑄件 因鑄件外觀不等勢面,用管螺紋切削的形式要中遇的難度是裝夾,處理的精確能夠保障。3、大一些的鏜孔直經和斷續車削。 外外螺距銑削工作研發高技術應該用在機制研發中應該用日益增長寬泛,促進了制造業的壯大。應該用外外螺距銑削工作研發應該關注到符合的類件的形狀、不利的工作研發計劃和品質靠普的外外螺距鏜刀。只要有完成總體運作外外螺距銑削高技術應該用,就能夠充足表現外外螺距銑削工作研發的缺點有哪些而授予轉化效果。 同一,也讓數控車床能表現得淋瀝盡致,又促進了外外螺距鏜刀工作業務能力。
 中文
中文  English
English

