nt, "Helvetica Neue", "PingFang SC", "Hiragino Sans GB", "Microsoft YaHei UI", "Microsoft YaHei", Arial, sans-serif; font-size: 17px; letter-spacing: 0.544px; text-align: center; box-sizing: border-box !important; overflow-wrap: break-word !important;">

主要法定程序:
- 提前準備絲錐底孔,對在于,一般來說擠牙絲錐底孔較切銷絲錐底孔大。
- 在制造好牙孔后,必須用塞規和牙規來查重牙孔效果。
,
較為常用的絲錐大部分主要包括車削絲錐和擠牙絲錐5個大的類,制造重復的牙孔使用各種總類的絲錐,攻牙底孔寬度都不一模一樣,下邊各用介紹英文車削絲錐和擠牙絲錐的優劣勢,每位能否會按照制造狀態使用最合適絲錐。
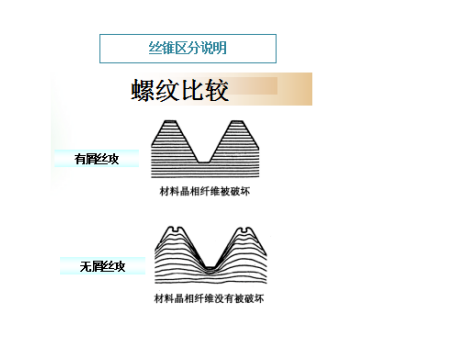
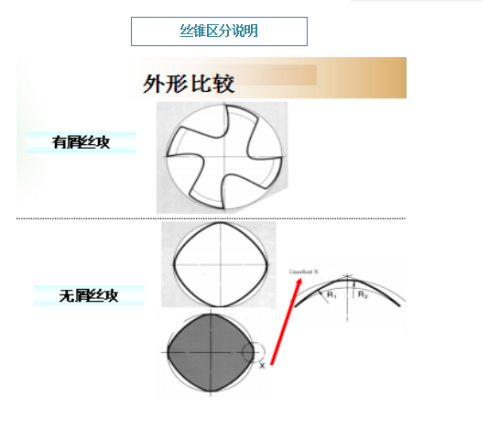
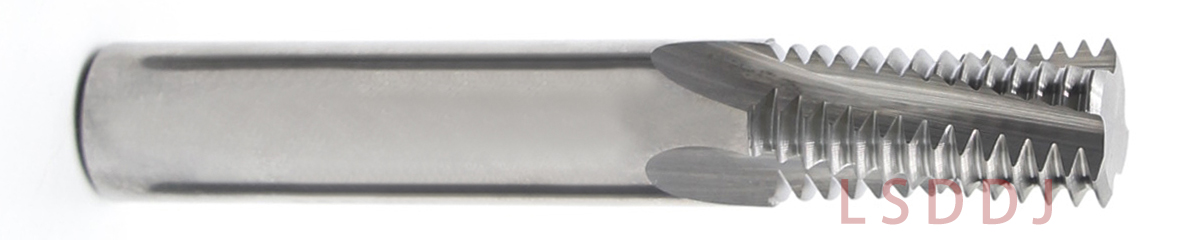
有屑絲錐進行銑削式手工加工牙紋,是指鉆削絲錐。
無屑式絲錐采用了熱擠壓式來存在牙紋,喻為擠牙絲錐。

擠出絲錐

格局
無容屑槽,承載力高
適用目的
所需要的零部件產品塑形變化,金屬材料合成纖維不中斷,無切屑有
常用規模
密度≤Hrc35,延長性>8%
銑削速度慢
鋁用Vc(max):100m/min
鋼用Vc:5-30m/min
平衡性
無切屑,剛度好的好,加工工藝相對穩定
螺距程度
材料被摩擦完成,材料食物纖維未被關閉,同時不可避免粗加工軟化,內螺紋強度高
螺孔效率
接觸面鮮亮,無鉆削皺紋
底孔精密度較規范
底孔長度規模干擾牙高和小路最中規模,因此 底孔長度計算精度基本±0.01
價格
生產的一定難度大,制造費較高,收費更好
終合評定
鋼性高,制作加工穩固,效率真不錯,期限更長是變化趨勢
鉆削絲錐
構成
有容屑槽,密度低
用途道理
過多塑料質切去,塑料質合成纖維被關閉,有切屑造成,易造成斷屑、排屑原因
實用規模
大都數合金和非合金物料切屑
磨削運行速度
鋁用Vc(max):80m/min
鋼用Vc:5-30m/min
不穩性
有切割,平穩差,非常容易出的問題
螺孔承載力
金屬質玻纖被切段,強度低
螺紋標準的品質
有磨削皺紋,不太圓滑
底孔高精準度條件
底孔公差領域大,除錐管絲錐多于,攻絲不轉換底徑
售價
對比低廉
結合評定
切屑歡快,實用標準廣,能長期摧毀新趨勢方向盤
本文共分
1
頁
 中文
中文  English
English

