nt, "Helvetica Neue", "PingFang SC", "Hiragino Sans GB", "Microsoft YaHei UI", "Microsoft YaHei", Arial, sans-serif; font-size: 17px; letter-spacing: 0.544px; text-align: center; box-sizing: border-box !important; overflow-wrap: break-word !important;">

還要注意須知:
- 準備絲錐底孔,對應一樣 說來,一樣 擠牙絲錐底孔較磨削絲錐底孔大。
- 在激光加工好牙孔后,須得用塞規和牙規來檢查牙孔安全性能。
,
長用的絲錐應該劃分鉆削絲錐和擠牙絲錐兩位大的內型,制作加工工藝相似的牙孔運用各種不同類形的絲錐,攻牙底孔面積大小就說相似,下各講述鉆削絲錐和擠牙絲錐的優毛病,每位是可以會按照制作加工工藝狀況運用比較適合絲錐。
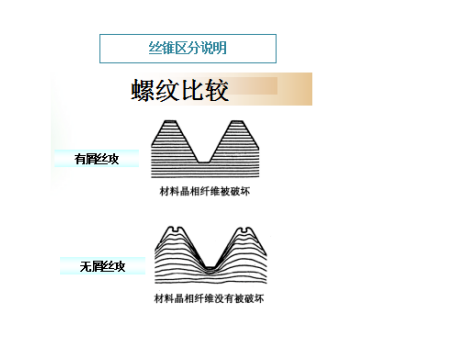
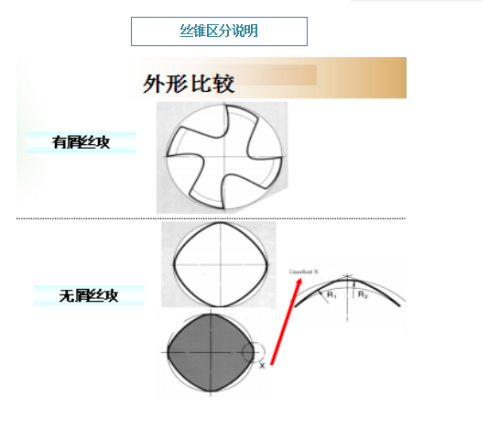
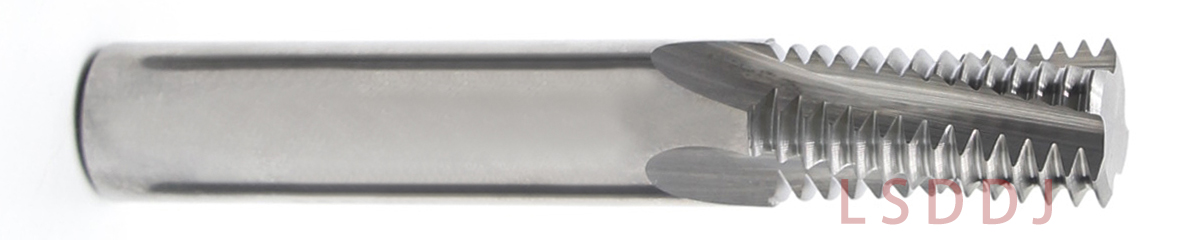
有屑絲錐用到切屑式工作牙紋,稱呼切割絲錐。
無屑式絲錐應用輕壓式來誕生牙紋,稱作擠牙絲錐。

撞擊絲錐

構成
無容屑槽,構造高
選用機制
配件建筑材料塑形磨損,復合彈性纖維不切斷所有設備的電源,無切屑形成
使用范圍內
光潔度≤Hrc35,延伸性>8%
切割的速度
鋁用Vc(max):100m/min
鋼用Vc:5-30m/min
增強性
無切屑,基礎好,加工工藝不穩
螺孔剛度
彩石被摩擦熔融,彩石纖維材料未被弄斷,可是伴隨著手工加工疏松,英制螺紋抗彎強度高
螺孔質量水平
表面層光鮮亮麗,無銑削皺紋
底孔誤差規范
底孔內徑面積決定牙高和小路之后面積,任何底孔內徑精確普通±0.01
報價
生產的難度系數大,投入較高,市場價極高
結合點評
鋼度高,制造安全穩定,安全性能更好,平均壽命更長是前景
切割絲錐
型式
有容屑槽,構造低
應用軟件方法
多出金屬制切去,金屬制玻璃纖維被打斷,有切屑生產,易生產斷屑、排屑事情
適用人群的范圍
大部份數黑色金屬質和非黑色金屬質建筑材料車削加工
銑削轉速
鋁用Vc(max):80m/min
鋼用Vc:5-30m/min
不穩性
有切銷,平穩差,加容易出一些問題
螺母剛度
金屬質黏膠纖維被打斷,抗壓強度低
螺孔高質量
有車削紋線,不太平整
底孔控制精度要
底孔公差超范圍大,除錐管絲錐之內,攻絲不轉變底徑
價
較為廉價
網絡綜合品評
切屑輕快地,用于面積廣,會生期占主流的領域
本文共分
1
頁
 中文
中文  English
English

